冷床矫直板,球墨铸铁裙板,三维柔性焊接平台,三维柔性焊接工装,泊头铸铁平台_河北泊量机床设备制造有限公司
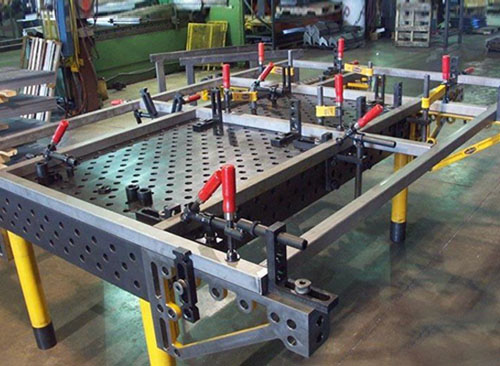
三维柔性焊接工装夹具是焊接作业过程中使用的专门设备,就是把焊件准确定位和夹紧,方便焊件进行装配和焊接、焊件结构精度方面要求的工艺装备。
三维柔性焊接工装夹具包括焊接变位设备、焊接操作设备等,它为焊接工艺的机械化和自动化发展提供了要的装备,可实现结构件焊接质量及效率的提高,在工程机械行业的应用尤为广泛。
1、对夹具的要求。比如与装配工艺有关的定位基面、装配次序、夹紧方向对夹具结构提出的要求。再如,不同的焊接方法对夹具提出的要求,像埋弧焊,可能要求在夹具上设置焊荆垫;电揸焊要求夹具能在垂直位置上施焊;电阻焊要求夹具本身就是电极之一等。
2、焊件的整体尺寸和制造精度以及组成焊件的各个坯件的形状、尺寸和精度。其中,形状和尺寸是确定夹具设计方案、夹紧机构类型和结构形式的主要依据,并且直接影响其几何尺寸的大小;制造精度是选择定位器结构形式和定位器配置方案以及确定定位器本身制造精度和安装精度的主要依据。
3、装焊作业可否在同一夹具上完成,或是需要单设计装配夹具和焊接夹具。这往往与下述因素有关:
{1}从装配夹具上取下由装配点定好位的部件时,是否会破坏各零件的相互位置。若部件剐性不好,则会发生整体变形,甚至定位焊点发生开裂,使已装配好的零件发生位置变化。
{2}装配时不需要使焊件翻转变位,而在焊接时,则需要使焊件翻转变位,这样,若采用装焊夹具方案,是否会使夹具结构复杂化。
{3}车间的作业面积和起重运输设备的负荷能力是否允许装配和焊接作业分别在各自的夹具上进行。
{4}装配夹具,其定位器和夹紧机构较多,若用于焊接,是否影响焊接机头的焊接可达性:焊接夹具,为了防止焊件变形,虽具有较大的刚度和强度,但用于装配时,能否承受装配时的锤击力。
4、焊件的产量。在大批量生产中,应选用、省力的夹具结构,像各种有动力源的夹具和审动夹具就属此类。在中小批量生产中,夹具主要以装焊质量为主,效率的高低是较为次要的问题,因此应选用结构简单、适应性广的通用夹具,使夹具的结构方案与焊件的产量相匹配。