冷床矫直板,球墨铸铁裙板,三维柔性焊接平台,三维柔性焊接工装,泊头铸铁平台_河北泊量机床设备制造有限公司
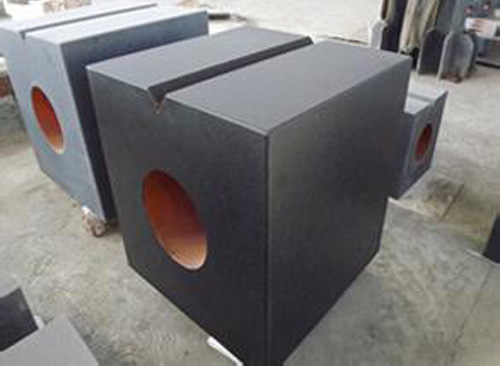
球墨铸铁裙板能够进行预矫直,提高棒料成品的直线度,简化了生产的工艺流程。我们就来看看球墨铸铁裙板的焊接工艺。
球墨铸铁裙板对焊接点开双面单边V型坡口,仔细清待焊处的油、污、锈、垢等污物。刨割出坡口后,用角向磨光机将坡口面的杂质磨净,直至露出金属光泽,焊接时采用多层多道焊。
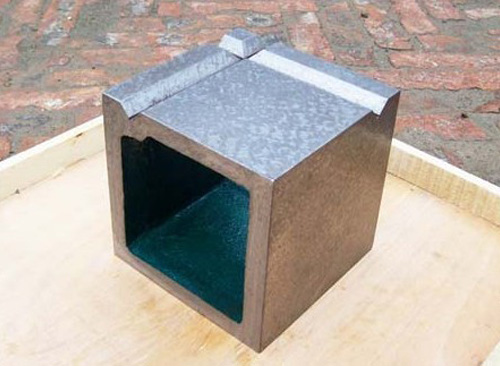
焊接时采用短弧、断续施焊。因为在冷焊时,随着焊缝的增长,应力也加大,产生裂纹的倾向加大,为减小热应力防止裂纹,降低补焊区得温度。分段焊接,每次只焊10MM~40MM,采用小电流焊接。如果焊接电流过大,则焊接熔深加大,母材熔入焊缝的成分过多,铁、硅、硫、磷、碳等含量,产生裂纹的敏感性进一步加大,淬硬区和淬硬倾向也随之增加。所以减少熔合比和铸铁母材的熔化量非常重要。
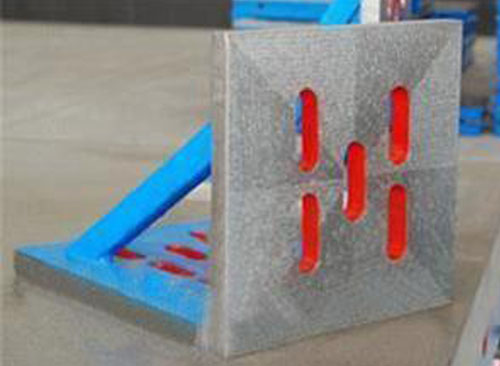
采用较快焊速。因为焊速的增加,铸铁母材的熔深、熔宽等都在下降,同时热输入也下降,可以提高焊接接头的性能,但又不能过快,否则会造成焊缝的成形不良,熔合不好,性能变坏。由于焊件是掉落物件,需重新处理后组对焊接,因此焊接顺序采用从中间向两端交替焊接的方法,一边焊接一边用小锤锤击焊缝,以松驰焊缝的焊接应力,使焊缝金属可以承受塑性变形,防止裂纹的产生。每焊完一层后要仔细清渣检查,无缺陷后再焊下一层。